

Vysoko presné lisovanie kovov zahŕňa razenie, dierovanie a hlboké ťahanie


Lisovanie kovov je proces s použitím raziacich strojov a nástrojov pre hromadnú výrobu. Je presnejší, rýchlejší, stabilnejší a má nižšiu jednotkovú cenu ako rezanie laserom a ohýbanie na ohýbacích strojoch. Samozrejme, najprv je potrebné zvážiť náklady na nástroje.
Podľa rozdelenia sa lisovanie kovov delí na bežnéRazenie,Hlboké ťahanieaNCT dierovanie.

Obrázok 1: Jeden roh lisovacej dielne HY Metals
Lisovanie kovov sa vyznačuje vysokou rýchlosťou a presnosťou. Tolerancia rezania pri lisovaní môže dosiahnuť ±0,05 mm alebo lepšiu, tolerancia ohýbania pri lisovaní môže byť ±0,1 mm alebo lepšia.
Návrh lisovacích nástrojov
Budete potrebovať lisovacie nástroje na výrobu dielov, ak je množstvo dávky nad 5 000 kusov alebo ak je výroba drahá laserovým rezaním a ohýbaním.
Tím inžinierov spoločnosti HY Metals vykoná analýzu vášho kovového dielu a navrhne najlepšie lisovacie nástroje podľa výkresov vášho produktu a vášho rozpočtu.

Obrázok 2: Máme silnú inžiniersku podporu pre návrh foriem
Môže to byť progresívna raznica alebo séria jednotlivých razníc, čo závisí od štruktúry, množstva, dodacej lehoty a požadovanej ceny.
Progresívna raznica je forma na kontinuálne lisovanie, ktorá dokáže dokončiť všetky alebo viacero procesov súčasne. Na získanie hotového dielu vám môže stačiť jedna sada progresívnych razníc.
Obrázok 3: Toto je príklad jednoduchého progresívneho vysekávania, rezania a ohýbania naraz.
Jednorazová raznica je postupný proces lisovania. Môže obsahovať nástroje na lisovanie, rezanie a niekoľko nástrojov na lisovanie a ohýbanie.
Jednorazové nástroje sa ľahšie obrábajú a zvyčajne sú lacnejšie ako progresívne nástroje. Pri hromadnej výrobe sú však pomalšie a lisované diely budú mať vyššiu jednotkovú cenu.
Razenie a rezanie
Zvyčajne je razenie prvým krokom k vyrezaniu otvorov alebo tvarov.
Rezanie lisovacími nástrojmi je oveľa rýchlejšie a lacnejšie ako rezanie laserom.
Lisovanie a tvárnenie
Pre niektoré konkávne a konvexné štruktúry alebo rebrá pre niektoré plechové diely budeme potrebovať lisovacie nástroje na ich tvarovanie.
Razenie a ohýbanie
Ohýbanie lisovaním je tiež lacnejšie a rýchlejšie ako ohýbacie stroje. Je však vhodné iba pre diely so zložitou štruktúrou a malými rozmermi, ako je 300 mm x 300 mm. Pretože pri väčšej veľkosti ohýbania sú náklady na nástroje vyššie.
Takže niekedy pre niektoré veľké rozmery a veľké množstvo dielov navrhujeme iba nástroje na lisovanie a rezanie, nie ohýbacie nástroje. Diely ohýbame iba pomocou ohýbačiek.
Máme 5 profesionálnych inžinierov nástrojov, ktorí vám poskytnú najlepšie riešenia pre vaše kovové lisovacie diely.


Obrázok 4: Sklad lisovacích nástrojov HY Metals
Máme viac ako 20 sád raziacich a dierovacích strojov od 10T do 1200T na lisovanie kovov. Vyrobili sme stovky raziacich foriem vo vlastnej réžii a každý rok sme vylisovali milióny presných kovových dielov pre zákazníkov po celom svete.
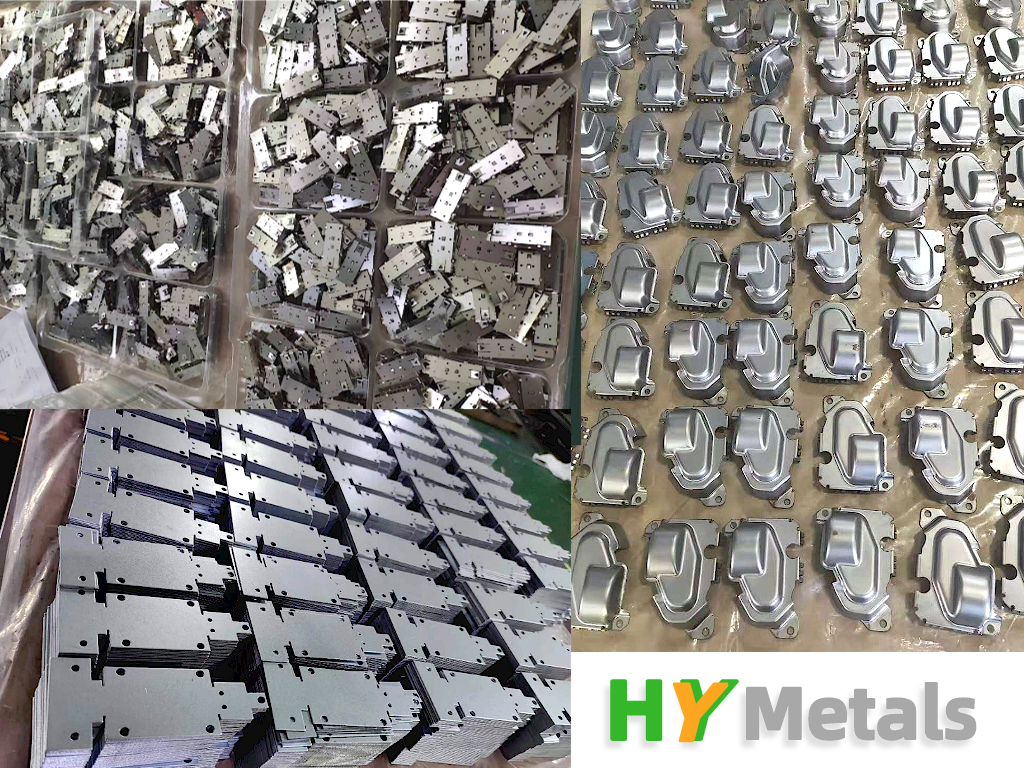
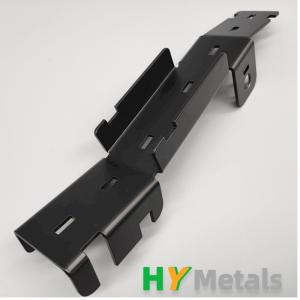
Obrázok 5: Niektoré lisované diely z kovov HY
Hlboké ťahanie
Hlboké ťahanie je druh razenia pre hlbšiu a konkávnu štruktúru. Nerezové drezy a nádoby v kuchyni sú niektoré hlboko ťahané diely, ktoré môžeme vidieť.
Mnoho presných priemyselných dielov vyrábame hlbokým ťahaním.

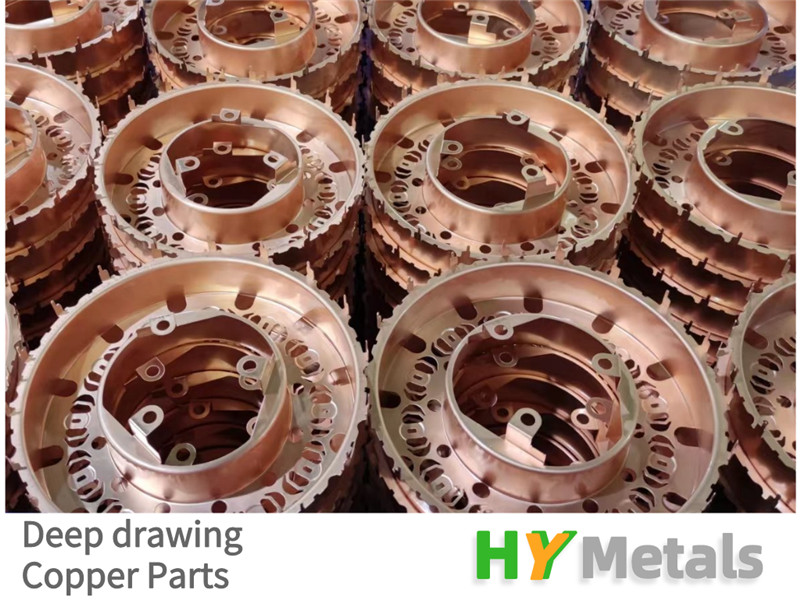
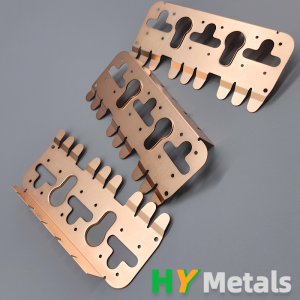
Obrázok 6: Hlboké ťahanie a lisovanie medených dielov
Ide o medený diel určený na hlboké ťahanie a lisovanie.
Pre túto časť sme navrhli celkovo 7 sád nástrojov na jeden razník vrátane 3 sád nástrojov na hlboké ťahanie na tvárnenie a 4 sád nástrojov na razenie na rezanie a ohýbanie.
Dierovanie NCT

Dierovač NCT je skratka pre Numerical Control Turret Punch Press, tiež známy ako Servo Punch, ktorý je ovládaný automatickým strojom s priemyselným riadiacim systémom.
NCT dierovanie je tiež druh procesu lisovania za studena. Bežne sa používa na rezanie niektorých otvorov typu Mesh alebo niektorých otvorov typu OB.
Pre plechové diely s množstvom otvorov bude NCT dierovanie lepšou možnosťou, pretože je lacnejšie a rýchlejšie ako rezanie laserom.
A vieme, že rezanie laserom povedie k určitej deformácii vplyvom tepla.
NCT dierovanie je proces za studena, ktorý nespôsobuje žiadnu tepelnú deformáciu a zachováva plechovú dosku lepšiu rovinnosť.
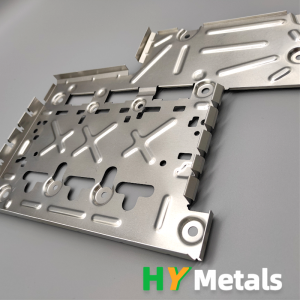
Obrázok 7: Niektoré NCT dierované produkty od spoločnosti HY Metals
-
Zákazková výroba plechových výrobkov...
-

Vysoko presné lisovanie kovov zahŕňa lisovanie...
-
Vysoko presné plechové diely z medeného kontaktu...
-

Presný proces ohýbania a tvarovania plechov
-

Plechové diely vyrobené z pozinkovanej ocele ...
-

Prototyp plechového kovu s krátkou dodacou lehotou
-
Držiak z nerezového plechu s čiernym ...